Leave Your Message







Sammenligning av ulike drivmetoder for treaksede servo-roboter
Sammenligning av ulike drivmetoder for treaksede servo-roboter
I den globale bølgen av automatiseringsoppgraderinger i produksjon, treaksede servo-roboter har blitt kjerneutstyr i bransjer som elektronikkmontering, bearbeiding av bildeler og matemballasje. Valg av riktig drivmetode bestemmer direkte utstyrets produksjonseffektivitet, vedlikeholdskostnader og avkastning på investeringen – et feil valg kan føre til utilstrekkelig produksjonskapasitet, hyppige reparasjoner eller til og med for tidlig utskifting av utstyr.

I. Hvorfor er drivmetoden et sentralt utvalgskriterium for treaksede servoroboter?
Drivsystemet til en treakset servo-robot er som dens «krafthjerte», som er ansvarlig for å konvertere servomotorens kinetiske energi til presis lineær eller roterende bevegelse. Ytelsen påvirker direkte tre sentrale kjøpsbehov:
Investeringskostnadseffektivitet: Balansen mellom initial innkjøpskostnad og påfølgende vedlikeholdskostnad. For eksempel, mens noen drivmetoder kan ha en lav initial innkjøpspris, kan kostnaden for å bytte ut slitedeler hvert år dobles.
Produksjonstilpasningsevne: Om den kan oppfylle spesifikke bransjekrav, for eksempel kravet til nøyaktighet på ±0,01 mm i elektronikkproduksjon, eller bilindustriens behov for belastninger over 50 kg.
Global tilpasningsevne: Eksportert utstyr må oppfylle målmarkedets standarder, som energiforbruk og støybegrensninger i europeiske og amerikanske markeder, og toleransekravene for miljøer med høy temperatur og fuktighet i sørøstasiatiske markeder.
Data fra International Federation of Robotics (IFR) i 2024 viser at tomgangshastigheten for utstyr på grunn av feil valg av drivverk nådde 12 %, hvor over 60 % av disse tilfellene tilskrives kompatibilitetsfeil fra grossistkjøpere. Derfor er en omfattende sammenligning av forskjeller i drivverkmetoder avgjørende.
II. Dyptgående sammenligning av vanlige drivmetoder for treaksede servo-roboter
For tiden er elektrisk drift den absolutt vanlige drivmetoden for treaksede servo-roboter på det globale markedet (som står for over 85 %), supplert av et lite antall hydrauliske/pneumatiske drifter for spesielle applikasjoner. Innen elektriske drifter er de tre mest representative transmisjonsstrukturene kuleskruer, synkronreimer og tannstanggir. De spesifikke forskjellene deres er som følger:
(I) Sammenligning av tekniske parametere for kjernedriftsmetoden
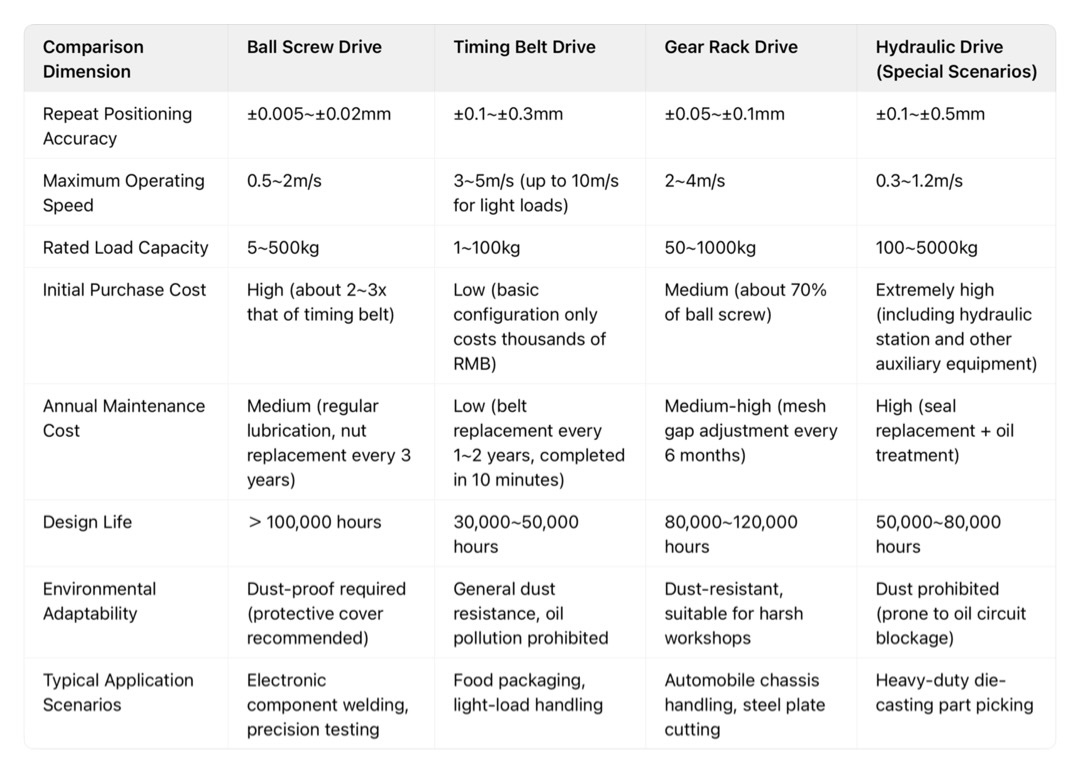
(II) Analyse av de viktigste fordelene og ulempene ved hver drivmetode
1. Kuleskruedrift: Den «optimale løsningen» for høypresisjonsscenarier
Kuleskruer overfører kraft gjennom rulling av stålkuler, og konverterer servomotorens rotasjonsbevegelse til lineær bevegelse. Dette er den foretrukne løsningen for høypresisjons treaksede servoroboter. Kjernefordelen ligger i den ekstremt lille tilbakeslaget (
Kjøpere bør imidlertid være klar over begrensningene: Skruer som er lengre enn 2 meter har en tendens til å sige på grunn av sin egen vekt, noe som krever ekstra støttemekanismer og øker kostnadene; og maksimalhastigheten er begrenset av skruens kritiske hastighet (vanligvis ikke over 2 m/s), noe som gjør den uegnet for utelukkende høyhastighetsscenarier. I tillegg akselererer støvete miljøer slitasje på stålkuler, noe som nødvendiggjør tilleggsutstyr som beskyttelsesdeksler.
2. Synkron beltedrift: Et kostnadseffektivt verktøy for høyhastighetsdrift med lett belastning
Synkrone remdrifter bruker et polyuretanrem med stålkjerne som er i inngrep med trinser for kraftoverføring. De tilbyr tre hovedfordeler: høy hastighet, lavt støynivå og kontrollerbar kostnad. Maksimalhastigheten kan nå 5 m/s, mer enn dobbelt så høy som kuleskruer, og den opprinnelige kjøpskostnaden er bare 30 %–50 % av prisen for en kuleskruedrift med samme spesifikasjoner. Dette gjør dem ideelle for lette belastninger med høy hastighet, som matforedling og håndtering av plastdeler.
Internasjonale kjøpere bør være klar over sine presisjonsbegrensninger: Synkronreimer er utsatt for elastisk deformasjon på grunn av temperatur, noe som resulterer i en repeterbarhetsnøyaktighet på bare ±0,1~±0,3 mm, noe som ikke kan oppfylle kravene til presisjonsmaskinering. Videre er lastekapasiteten begrenset (vanligvis
3. Tannstangsdrift: Et must for krevende applikasjoner med lang slaglengde
Tannstativ- og piniondrev bruker rotasjonen av tannhjul for å drive den lineære bevegelsen til et tannstativ, og tilbyr kjernefordelene med høy lastekapasitet og ubegrenset slaglengde. Den nominelle belastningen kan nå over 1000 kg, og ved å skjøte flere tannstativsegmenter kan man oppnå en slaglengde på over 10 meter, noe som gjør det til en viktig løsning for tunge situasjoner som håndtering av bildeler og lasting/lossing av store maskinverktøy.
De største utfordringene med dette drivsystemet ligger i støy og presisjonskontroll: utilstrekkelig produksjonspresisjon kan generere støy >75 dB når gir og tannstang går i inngrep, noe som krever tillegg av et lydisolerende deksel. Videre må tilbakeslag elimineres gjennom en forstrammingsenhet, ellers vil presisjonen falle under ±0,05 mm. Heldigvis har europeiske og amerikanske merker forbedret presisjonen til ±0,01 mm-nivået gjennom tannoverflateslipingsteknologi, selv om dette øker anskaffelseskostnadene med 20 %–30 %.
4. Hydrauliske/pneumatiske drivenheter: «Tilleggsløsninger» for spesielle scenarier
Hydrauliske drifter, med løftekapasitet på hundrevis av kilo, brukes fortsatt i ekstremt tunge situasjoner som tung støping. Risikoen for oljelekkasje og forurensning, sammen med de høye kostnadene for hydrauliske stasjoner, har imidlertid ført til at de gradvis er erstattet av tannstang- og tannhjulsdrifter med høy belastning. Pneumatiske drifter, på grunn av lave kostnader og raske virkning, brukes fortsatt i små plastmaskiner, men deres nøyaktighet på ±0,5 mm og begrensede lastekapasitet er ikke tilstrekkelig for behovene til servonivåutstyr.
En rapport fra 2024 fra International Federation of Robotics (IFR) viser at hydrauliske/pneumatiske drifter nå utgjør mindre enn 5 % av treaksede servoroboter, og at elektriske drifter er blitt den absolutte mainstreamen – spesielt kombinasjonen av servomotorer og presisjonsoverføringsmekanismer, som kombinerer presisjon og fleksibilitet.
III. 3 trinn for å sikre den optimale drivløsningen
Trinn 1: Avklar kjernekravparametere
Før anskaffelse må tre nøkkelindikatorer identifiseres for å unngå blind utvelgelse:
Nøyaktighetskrav: Elektronisk produksjon krever ±0,02 mm (kuleskruer foretrukket); emballasjeindustrien krever ±0,5 mm (synkronreimer er tilstrekkelig).
Belastning og slaglengde: For belastninger med én akse > 50 kg, velg tannstang og tannhjul; for slaglengder > 3 meter, bruk prioritert tannstang og tannhjul eller synkronrem (kuleskruer krever ekstra støtte).
Driftshastighet: For syklustider > 120 sykluser/minutt, velg synkronbelte; for presisjonsoperasjoner med lav hastighet, velg kuleskrue.
Trinn 2: Matching av målbransjescenariene
Ulike bransjer har betydelig forskjellige krav til drivmetoder. Med tanke på egenskapene til det internasjonale markedet kan følgende tilpasningslogikk brukes som referanse:
Elektronikk/halvledere (hovedsakelig Europa og Amerika): Høy presisjon og lavt støynivå er nødvendig. Kuleskruedrift anbefales. Sammenkobling med servodrev i Delta ASD-serien kan oppnå ±0,005 mm nøyaktighet, og oppfylle europeiske og amerikanske standarder for elektronikkfabrikker.
Bildeler (globalt kompatible): Krav til tung belastning og lang slaglengde er fremtredende. Tannstangsdrift er den optimale løsningen. Det anbefales å velge jordede tannstangsystemer, tilpasset Siemens V90 servosystemer for å forbedre stabiliteten.
Mat/emballasje (hovedsakelig Sørøst-Asia): Kostnad og hastighet vektlegges. Synkrone remdrifter tilbyr det beste forholdet mellom kostnad og ytelse. Bruk av polyuretanmaterialer oppfyller hygienekravene i næringsmiddelindustrien, og vedlikeholdssyklusen er tilpasset vedlikeholdskapasiteten til sørøstasiatiske fabrikker.
Trinn 3: Beregning av den totale livssykluskostnaden
Internasjonale anskaffelser må ta hensyn til både initialinvestering og langsiktig drift og vedlikehold. Basert på en levetid på 100 000 timer gjøres følgende beregninger:
Kuleskruedrift: Høy innkjøpskostnad (omtrent 20 000 RMB), men lav vedlikeholdskostnad (500 RMB per år), totalkostnad omtrent 25 000 RMB.
Synkron beltedrift: Lav innkjøpskostnad (omtrent 8000 RMB), men krever beltebytte 4 ganger (200 RMB hver gang), totalkostnad omtrent 9000 RMB.
Tannstang- og girdrift: Middels innledende kjøpskostnad (omtrent 14 000 RMB), justering av inngrepsklaring er i gjennomsnitt 800 RMB per år, totalkostnad omtrent 22 000 RMB.

IV. Nye trender innen drivteknologi i 2025
Hybride drivsystemer: Hybride pneumatiske og elektriske drivsystemer er i ferd med å bli et nytt hett tema. For eksempel bruker gripemekanismer pneumatiske drivsystemer (lav kostnad), mens posisjoneringsmekanismer bruker synkrone beltedrifter (høy presisjon), noe som kan redusere kostnadene med 30 % samtidig som det oppfyller krav til middels presisjon.
Direktedrift uten reduksjonsgir: Høyt dreiemoment, lav hastighet servomotorer krever ingen reduksjonsgir og kobles direkte til kuleskruer eller tannstanggir, noe som reduserer mekaniske tap med 50 % og forlenger levetiden til over 150 000 timer. Denne teknologien brukes for tiden i high-end-modeller av merker som Stäubli.
Intelligent tilpasningsalgoritme: Den syvende generasjons servokontrolleren integrerer en nevral nettverksalgoritme som automatisk justerer drivparametere basert på belastningsendringer. For eksempel bruker Doosan Robotics' VX-serie denne teknologien til å redusere feilrater med 60 %, noe som gjør den ideell for produksjonsscenarier med flere varianter.
Nettsted:https://www.zhiyirobotics.com/
E-post:sales@zhiyirobotics.com
#Treakset serv#Treakset servorobot#Robotarm 250–350 t#3-akset servorobot#Treakset Servo-robotarm